桥田智能QT-650S:面向白车身焊装的800kg重载快换解决方案
2026-06-16 16:17:21AI云资讯1679
汽车白车身焊装正在进入一个更强调高节拍、高柔性、多工艺共线的新阶段。过去,一条焊装线更多围绕固定车型、固定焊枪和固定工位展开;现在,主机厂需要在同一条产线上兼顾多车型切换、钢铝混合车身、新能源平台导入以及更复杂的连接工艺。产线不仅要跑得快,更要切换得稳、扩展得开。
在这一趋势下,机器人末端工具不再只是单一焊枪或单一抓手。点焊枪、铝焊枪、SPR自冲铆接工具、FDS热熔自攻丝工具、搬运抓手、涂胶枪和检测模块,正在越来越频繁地出现在同一个焊装单元中。行业公开案例显示,柔性白车身总拼线已经能够在几十秒级节拍下完成多车型共线生产,对机器人、夹具和末端工具切换提出了更高要求。
桥田QT-650S 800kg重载快换盘,正是面向这一类重载、高节拍、复杂接口场景开发的机器人末端快换解决方案。它帮助机器人在不同末端工具之间实现自动、快速、安全切换,并同步完成机械连接与气、电、液、信号、总线等能源介质的对接,让单台机器人具备更高的工艺适配能力。
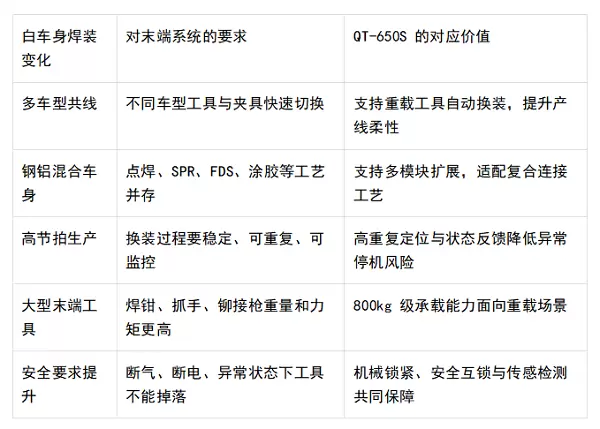
白车身焊装为什么需要800kg级重载快换盘
白车身焊装线的柔性化,不只是“多配几把工具”这么简单。真正的挑战来自三个方面:工具更重、工艺更多、切换更频繁。
大尺寸点焊钳、铝焊枪和重载抓手往往具有较大的重量和偏置重心。机器人在高速运行、急停或姿态切换时,末端系统承受的不只是静态重量,还包括由加速度、工具重心和工作反作用力带来的动态力矩。对于SPR、FDS等连接工艺,末端工具还会涉及送钉、动力、气压、冷却、通讯和状态反馈等多类接口,系统复杂度进一步提升。
工具快换系统的价值,正是在这样的现场环境中体现出来。通过快换盘,机器人可以从“单工具执行单元”升级为“多工艺柔性平台”,在不同任务之间快速切换,减少专用机器人和专用工位冗余,提升整线设备利用率。ATI关于机器人工具快换装置的技术介绍也指出,快换系统的核心价值在于减少高成本、非生产性的换装时间,并在满载状态下保持可靠循环和重复定位能力。
800kg承载:为大尺寸焊枪、重载抓手和复合连接工具而来
QT-650S属于桥田大型/重载机器人快换盘产品序列。桥田快换盘额定负载覆盖8kg到4000kg,其中QT-650S的额定负载为800kg,适用于大型/重载机器人末端工具切换场景,可与主流300~800kg负载机器人直连。
对汽车焊装客户而言,800kg级承载能力意味着更大的工艺适配空间。它可以面向大尺寸点焊钳、钢铝混合连接工具、重载搬运抓手、复杂检测工具以及带多种管线和接口的组合工装,为白车身分拼、总拼、补焊、搬运和质量检测等环节提供更稳定的末端连接基础。
需要特别说明的是,重载快换盘的选型不能只看工具重量。工具重心距离、机器人加速度、动态弯矩、扭矩、安全系数和模块布局,都会影响最终选型。桥田可结合客户工具重量、重心位置、机器人型号、工艺节拍和接口配置,进行针对性的选型校核与方案设计。
高重复定位:让每一次切换都回到正确位置
在白车身焊装中,重复定位精度直接关系到焊点质量、抓取姿态和工艺稳定性。焊枪位置偏移,可能影响焊点一致性;抓手定位误差,可能影响车身件装配基准;铆接或螺接工具偏差,则可能影响连接质量。
桥田官网资料显示,QT-650、QT-650S等系列快换盘重复定位精度最高可达±0.01mm。这意味着,在同一机器人反复切换不同工具后,系统仍能保持稳定的定位一致性,为焊接、铆接、搬运、涂胶和检测等工艺提供可靠基础。
对于现场工程而言,高重复定位并不是一个孤立参数。它需要与工具站定位、机器人轨迹、管线包布置、气电接口状态和调试流程共同配合。桥田重载快换方案在设计上兼顾自动对接、工具到位检测、锁紧/解锁信号反馈和模块化接口布局,帮助客户降低调试难度,并提升长期运行稳定性。
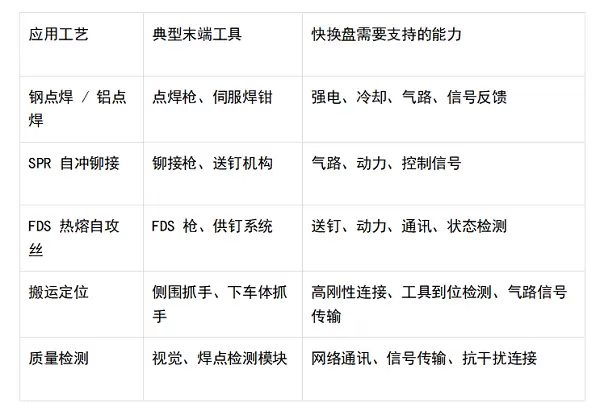
模块化扩展:从点焊到SPR/FDS的多工艺适配
白车身焊装工艺正在从单一焊接走向复合连接。尤其在钢铝混合车身和新能源车型平台中,SPR自冲铆接、FDS热熔自攻丝、胶接、涂胶、检测等工艺与传统点焊共同存在,对快换盘的能源传输和信号集成提出了更高要求。
QT-650S可根据客户工艺需求配置气路、电信号、强电、流体、网络通讯、工业总线等模块。QT-650、QT-650S等型号可面向汽车焊装车间的点焊枪、抓手、涂胶枪等工具切换,并可在钢铝混合车身场景中集成大电流电模块、稳定气路模块及Profinet总线模块,满足SPR、FDS等工具对动力、信号和气压的要求。
这种模块化能力,让QT-650S不只是一个机械连接件,而是一个可扩展的机器人末端接口平台。客户可以围绕不同车型、不同工艺和不同工具,进行灵活配置,为未来产线升级预留空间。
安全锁紧与状态反馈:重载场景更需要确定性
在800kg级重载工具应用中,安全始终是第一原则。焊枪、抓手或铆接工具一旦掉落,不仅会造成设备损坏,还可能影响人员安全、车身质量和整线稼动率。
桥田快换盘采用安全平台与大推力弹簧双重安全保护设计,并结合专利机械防脱落机构,使快换盘在断气、断电状态下仍能保持锁紧;其快换装置控制安全系统可达到PL d Cat.3,并通过TÜV认证。
在自动化产线中,安全不仅来自机械结构,也来自清晰、可靠的状态反馈。QT-650S可围绕锁紧、解锁、工具到位、气源状态、模块状态等信号与机器人和PLC进行联锁,帮助产线在每一次工具切换前后确认状态,减少误动作和异常停机。
典型应用场景:让一台机器人承担更多工艺任务
QT-650S主要面向汽车白车身焊装,也可扩展至其他重载工业机器人应用。对于主机厂、焊装集成商和装备制造企业而言,它更适合以下几类现场:

桥田在汽车焊装领域已经积累了多类重载快换应用经验,包括白车身焊装线多工具切换、样车试制多工艺切换以及老线体焊枪升级等场景。对于客户而言,选择QT-650S不只是选择一款产品,更是选择一套围绕现场工艺、接口适配、调试导入和售后保障展开的重载快换解决方案。
核心参数与选型关注点
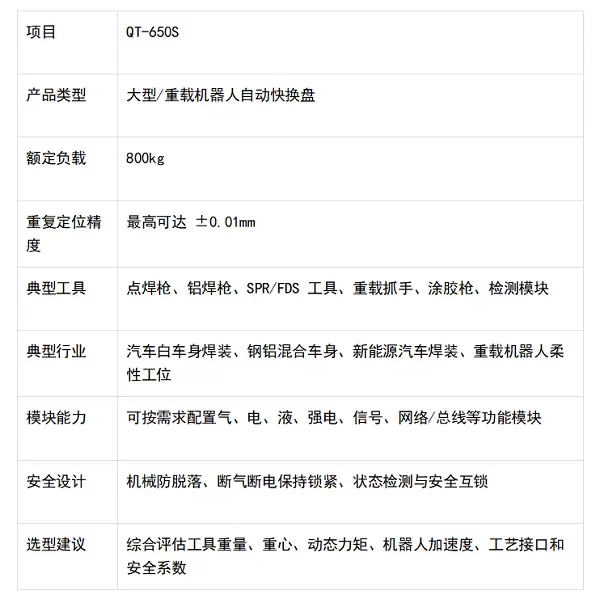
对于重载工况,桥田建议客户在项目早期就将快换盘纳入整体工艺规划,而不是在工具设计完成后再补充选型。这样可以更早确认机器人负载、工具站布局、模块接口、管线包路径和控制逻辑,减少后期返工。

结语:重载快换,是白车身柔性制造的关键接口
白车身焊装的柔性化,不会止步于某一把焊枪或某一套夹具。未来的产线会持续面对车型变化、材料变化、工艺变化和节拍变化。机器人末端系统能否快速、稳定、安全地适应这些变化,正在成为产线竞争力的一部分。
桥田QT-650S 800kg重载快换盘,以高承载、高重复定位、模块化扩展和安全锁紧为核心,为白车身焊装中的重载工具切换提供可靠接口。它让机器人不再局限于单一任务,而是能够在多工具、多工艺、多车型之间灵活切换,帮助客户构建更高效、更柔性的自动化产线。
相关文章
人工智能企业
更多>>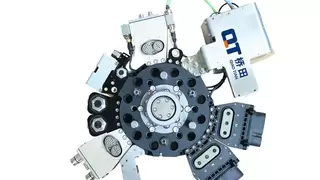




人工智能硬件
更多>>人工智能产业
更多>>人工智能技术
更多>>- 自变量机器人王昊:训练世界模型需付出“时间税”,解决模态对齐是当务之急
- 腾讯发布CodeBuddy Security,用AI Agent实现更高效的代码审计
- Twinkle x昇腾,率先实现Deepseek-V4系列模型高效训练
- 高德发布鸿蒙首个生成式 UI 开源框架 AGenUI,告别传统 UI 开发模式
- 发布即适配| 天数智芯全力支持腾讯混元Hy3 preview 开源落地,共推国内大模型产业普惠
- Seedance 2.0面向企业公测,豆包大模型日均Token使用量突破120万亿
- 端到端OCR模型第一!百度千帆Qianfan-OCR正式发布
- 云知声Unisound U1-OCR大模型发布!首个工业级文档智能基础大模型,开启OCR 3.0时代


